
1.三相10~40℃,單(dān)相5~40℃,相對(duì)濕度85%以下.
2.選擇通風良好,塵(chén)埃及濕氣少之場(chǎng)所。開放型馬達防塵(chén)及防潮較弱,尤其須注意。
3.請勿安裝於沒(méi)有遮蔽物的場(chǎng)所。
羅茨風機安裝方法:
1.用螺絲固定於水平且具剛硬的基礎(chǔ)或基座上。基礎(chǔ)重量一般大約是送風機的3倍為标準。基座如高低不平,當縲栓扭緊時,送風機台可能發生變(biàn)形,應特别加以注意,請加裝避震器可降低噪音。
2.吸入口上不連接通風(fēng)管道時,為防止危險物或異物吸入,請(qǐng)加裝鐵絲網。
3.全閉(bì)外扇型之外扇蓋與開放型馬達(dá)後面,請離牆20mm以上.
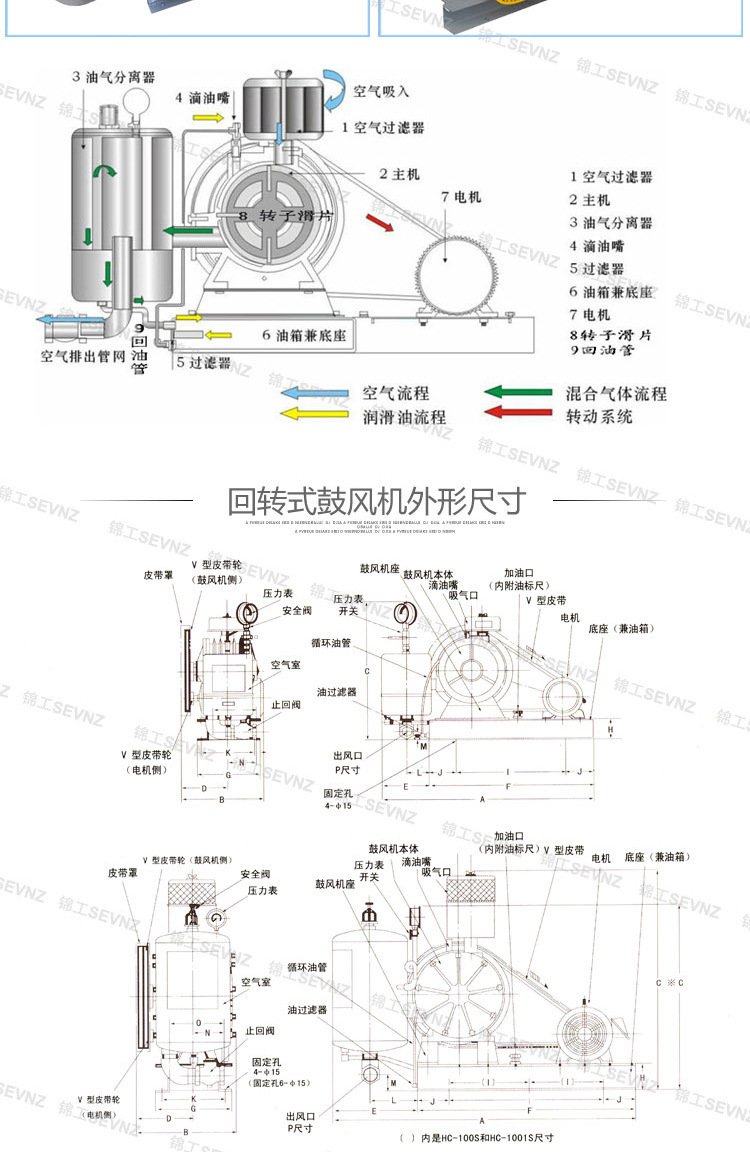
安裝羅茨風機配管:
1.管子套入出入風(fēng)口時,請保持中心一緻,不可在勉強情形下連(lián)接。
2.風機通道軟管使用防震接頭等,可簡易地連接且能防止震動(dòng)之傳(chuán)道。
3.管子重量請不要直接加在高壓風(fēng)機之凸緣面上,以防止變(biàn)形。
4.道引熱風(fēng)時,請以撓(náo)性接頭,避免受熱膨脹影響。
5.避免突然縮(suō)小、擴(kuò)大或彎曲等,使得流體效率不良。
羅茨風機配線:
1、電(diàn)源請使用定格電(diàn)壓之定格周波數,且按配線圖裝配正確(què)之線路。
2、電壓之變(biàn)動應於(yú)定格電壓的正負5%之内。(10%亦可使用,但是長時間電壓變(biàn)動大時,易造成故障,最好能避免。)
3、由於(yú)羅茨風機無過熱負載保護裝置,無法經常監控羅茨風機之熱度,故請安裝相同馬力之過負載保護電磁開關。並(bìng)調整與銘闆值相同以下之安全電流。
4、依據馬達(dá)之馬力及電氣工事方式,選擇标準的配線。特定的工業及國家有進一步的安全要求,請咨詢他們的貿易及安規單(dān)位。
5、確(què)認回轉方向:配線完成後,将開關開一下以確(què)認其回轉方向及有無雜音。回轉方向如鼓風機上箭頭表示。如回轉方向不正確(què),吸風與送風順序會颠倒,爲三相者,将三條外接電(diàn)線中任意二條調換。
6、接地爲防止漏電(diàn)時發(fā)生事故,請裝設地線。
以上文章來源於(yú)上海錦工環保設備(bèi)集團有限公司,如需轉載,請注明出處!
在總間隙符合要求的情況下,通過調(diào)節定位軸承與牆闆間的軸向距離,可改變(biàn)葉輪兩端間隙的分配。常用的調(diào)整方法爲:
1.用圓螺母将軸承内圈鎖在軸上,用軸承壓蓋上和錐度調節螺釘将軸承外圈限定在軸承座内。若要減小軸承所在端的牆闆間隙,應當(dāng)先把軸承壓蓋上的緊固螺栓擰松,然後進一步把調節螺釘往裏旋進,是軸承逐步向外移動,從(cóng)而拖動葉輪向軸承所在端的牆闆移動,調好間隙之後再将壓蓋予以緊固;反之,若要增大軸承所在端的牆闆間隙,則往外旋動調節螺釘至适當(dāng)位置,然後在緊固螺釘。
2.軸承外圈一側(cè)緊貼在軸承座上,一側(cè)被壓蓋壓著(zhe)。調節軸承座與牆闆間的間距,便可以使軸承座(連帶軸承)一道作軸向拖動,從而達到調整葉倫端面間隙分配的目的。調整是,先擰松緊固螺栓,再擰緊調節螺釘,轉子就會随軸承一起向定位軸所在端移動;反之,先擰松調節螺釘,再擰緊緊固螺栓,可使軸承外圈(帶動内圈及整個轉子)向相反的方向移動。
3.與第二種方式不同的是,軸承座與牆闆間的軸向間距不是靠螺釘調節,而是通過在間距上裝配墊片來保證的。爲確(què)定墊片的厚度,可以用遊标卡尺測(cè)出軸寬度,用深度遊标卡尺測(cè)出軸承座深度和壓蓋止口深度,則可知所需墊片的厚度。也可用壓鉛法對此間距結合處,均勻擰緊壓蓋上的緊固螺栓(不必擰得過緊),把鉛絲壓扁,然後取出鉛絲,用千分尺測(cè)出被壓鉛絲的厚度。
1.檢查内容
凡使用過的機充和牆闆,應仔細檢察其工作表面,看是否有擦傷,腐蝕,孔眼及裂紋千分尺測量機殼内孔尺寸,看其其是否變(biàn)形。等缺陷, 並(bìng)使用内内徑
2.各種(zhǒng)缺陷的修理措施
(1)對於(yú)輕微擦傷,可以用油石将擦痕打磨光滑。若機殼或牆闆擦傷面積較大、層度較深,或者腐蝕比較嚴重,以及機殼内孔變形,均可可通過機械加工使其得到修正。如果加工對尺寸影響較大,必要時可採(cǎi)用塗鍍、噴鍍等方法予以恢複。
(2)對於(yú)發生在機殼、牆闆外表面及固定結合面上的孔眼缺陷可以用環氧樹脂專用填料劑或賦子進行填補(bǔ)。對工作面上一一些小的孔眼 ,可以用帶螺紋的塞子進行塞補(bǔ),或者用鎳鐵焊條進行補(bǔ)焊。
(3)對於(yú)裂紋,在不影響鼓風機使用的情況下,也可以補焊。補焊有熱焊和冷焊兩種方法,熱焊法就是将零件預熱到650 700 ,在此溫度下進行焊接操作,冷焊則勿需預熱。由於(yú)冷焊法經濟、易行,修理時大都採(cǎi)用這種焊法。冷焊法的工藝要點如下:
1、焊補前,先用錾子将裂紋表面上的異物清理幹淨,在裂紋兩端各鑽-個直徑不小於(yú)5的止裂孔,並(bìng)将裂紋鏟成70~ 90”的V形坡口,坡口深度不小於(yú)裂紋處壁厚的60% ~ 80%,然後在坡口表面上鑽孔、攻絲,旋上螺釘。
2、-般,鑄鐵件可使用Z308純鎳鑄鐵焊條進行焊補。有時,Z308焊條對有些材料會出現剝(bō)離現象。此時應先用Z116、Z117高釩鑄鐵焊條,採(cǎi)用點熄焊法,在坡口處增加過渡層,然後再用Z308焊條進行焊接。
3、施焊前,先用乙炔焰将坡口兩側(cè)加熱到100~150C,寬度範圍約300mo當(dāng)其冷卻到60C左右時開始進行焊接,然後使焊接區域在焊接過程中-直保持這個溫度,其中焊接面的溫度不得超過120C。
4、焊接時,先繞螺釘周圍焊一圈,然後在已環焊過的螺釘之間進行熔焊,焊完層(céng)再焊第二層(céng)。應盡量採(cǎi)用小電流,窄焊道.短焊程,每段焊縫長度-般不超過50mm收弧時注意填滿弧坑,以防火口裂紋。
5、焊完每段焊縫之後應迅速用手錘敲擊焊縫,以松弛應力,防止開裂。整個裂紋埠補(bǔ)完畢(bì)以後,将零件保溫2小時以上,通過緩慢冷卻,達到消除或者減小焊接縫内的目的,最後用砂輪将焊縫表面打磨光滑!
:
葉輪和葉輪之間(jiān)刮擦和碰撞的原因以及處(chù)理技術:
(1)葉輪上有雜質污染,導緻間隙過小; 清除灰塵(chén),並(bìng)檢查内部零件是否損壞;
(2)齒(chǐ)輪磨損,導緻較大的齒(chǐ)隙; 調整齒(chǐ)輪間隙,如果齒(chǐ)輪間隙大於(yú)平衡值的30%?50%,則應更換齒(chǐ)輪。
(3)齒(chǐ)輪未牢固固定,葉輪無法保持同步; 重新安裝齒(chǐ)輪以保持錐度。 接觸(chù)面積達到75%;
(4)軸承磨損並(bìng)且間隙增加,因此請更換(huàn)軸承。
葉輪,機殼,牆闆撞擊(jī)的原因及處(chù)理技術
(1)安裝間隙不正確(què); 重新調(diào)整間隙;
(2)工作壓力過高,超過規定值; 檢測(cè)到過載並(bìng)将壓力降低到指定值;
(3)工作溫度過(guò)高; 檢查安裝精度並(bìng)降低管道張力;
(4)機殼或底座變(biàn)形,風(fēng)扇定位無效; 恢複;
(5)軸承的軸向定位不牢固。 檢查並(bìng)修理軸承並(bìng)確(què)保間隙。
以上是羅茨鼓風機葉輪刮擦和碰撞的相應處(chù)理技術。 希望對大家有幫(bāng)助。 如果發生故障,必須及時進行修複以防止其惡化。
昆山大豐(fēng)機械有限公司是水冷式羅茨鼓風(fēng)機和曝氣羅茨鼓風(fēng)機的制造商。歡迎選購!
高溫羅茨鼓風機羅茨鼓風機定額羅茨鼓風機噪音
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

