
羅茨風機主要由機體和兩個裝有葉輪的轉子組成,通過一對同步齒輪的作用,使兩轉子呈反方向等速旋轉,並(bìng)依靠葉輪與葉輪之間、葉輪與機體之間的間隙,使吸氣腔和排氣腔基本隔絕,借助葉輪的旋轉,推動機體容積内氣體,達到鼓風目的。如何調整和保證葉輪與葉輪之間、轉子和機體之間的間隙達到規定範圍成瞭(le)檢修的重點。查閱設備維護檢修資料,隻有調整後的間隙值要求,而無調整間隙的具體方法。
1(士45?調整法
羅茨風機,各部位間隙在20?時的靜态理論值爲:葉輪與葉輪之間的間隙0.4-~0.5mm,葉輪與葉殼之間的徑向間隙0.2~0.3mm,葉輪與左、右牆闆之間的軸向間隙0.3~0.4mm(左牆闆間隙必須大於(yú)右牆闆間隙0.05mm以上),同步齒輪的齧合間隙0.08~0.16mm。風機工作間隙的調整是羅茨風機整個檢修過程中最關鍵也最不易掌握的一步,仔細研究羅茨風機的結構原理,分析出葉輪在旋轉一周的過程中,在士45?的位置上(指葉輪壓力角與水平線成士45?角度時,見圖1)兩葉輪之間的間隙是兩葉輪之間最關鍵的間隙,且有兩個+45?和兩個-45?位置,在這些位置上,兩葉輪最大軸向剖面剛好處於(yú)相對平行狀态(在調整和測(cè)量間隙時,依此可判定兩葉輪是否處於(yú)士45?的位置)。
風機正常運轉過程中,伴随著(zhe)磨損,士45?位置上的間隙都會相應地發生變(biàn)化,其中+45?位置上的間隙趨向減小,而-45?位置上的間隙趨向增大。當正常磨損至某一定程度時(在良好維護下,一般都應在連續運行7~8年以上),兩葉輪必将相碰,而最先碰撞的部位就在+45?的位置上。由此,在調整兩葉輪的工作間隙時,應預先将+45?位置上的間隙适當調大些,一般調至-45?位置的2倍(假設一45?時間隙爲a,則+45?時爲2a)。另一種的做法就是直接将一45?位置上的間隙調至0.4~0.5mm或更小(-45?時的間隙對風量有一定的影響,間隙大則風量減小)。調好後,與原位置錯開,重新鉸定位銷孔。葉輪與左、右牆闆之間的間隙,可通過增減313軸承端蓋處的墊片來調整。葉輪與機殼之間的間隙以及同步齒輪之間的齧合間隙則是不可調的。檢修中應作好測量記錄,包括修前、修後以及新換零部件的相關數據。
2(風機主要部件檢修
葉輪軸、葉輪和同步齒輪,這些主要零部件在維護得當的情況下一般不易損壞,但在超負荷、高溫的惡劣條件下仍會造成難以修複的缺陷。 葉輪軸的損壞部位,通常發生在與軸承内圈的配合面上,磨損1~2mm時,可電鍍修複,磨損較深時以換軸爲上策。換軸時,因軸與葉輪配合較緊(過渡配合),加上配合面較長,通常得用50t以上的機動液壓機械來壓出舊軸、壓進新軸。壓軸時因機動液壓設備(bèi)難以控制僅幾毫米的安裝尺寸,爲此,可制作專用簡易龍門架,配上50t的液壓千斤頂來代替機動液壓機械。此舉不僅能精確(què)地保證安裝尺寸,還能節約一定的檢修費用。
葉輪的材料爲鑄鐵,工作線型爲漸開線,其不規則的形狀和較高的加工精度使其在損壞後難以修複。葉輪的損壞,主要是葉輪端面的軸向磨損和在+45?位置上的徑向磨損及裂紋。這些損壞,一般都是由於(yú)運行時軸承或齒(chǐ)輪先損壞而引發的。發生損壞時會發出明顯的摩擦、撞擊等異常噪聲,且風量呈下降趨勢。此時

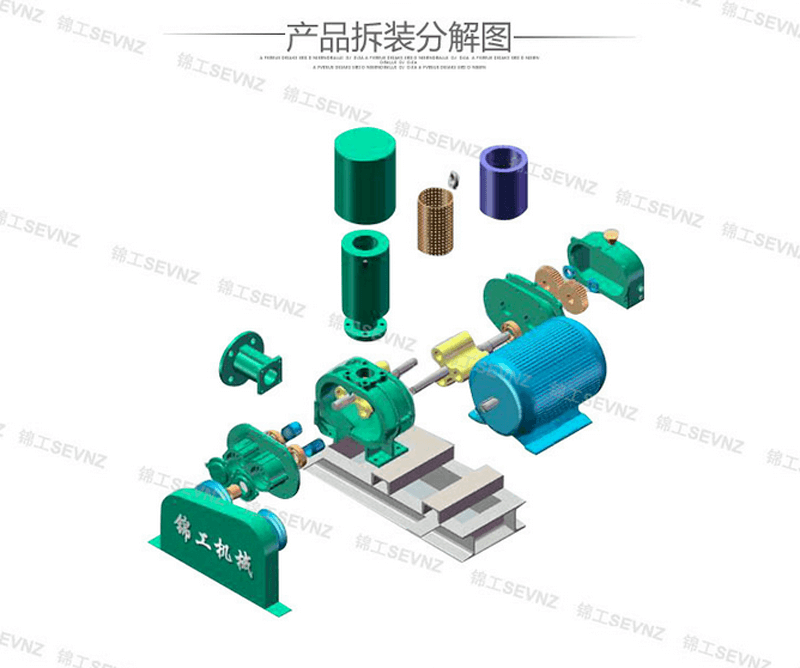
1、氣化風機的性能及安裝方法,編制人:周忠喜 2007年5月,第一節 氣化風機的結構和原理,氣化風機應用非常廣泛,主要應用於(yú)污水處理(曝氣)、粉體輸送(水泥、飼料等)、燃燒爐、沖洗、真空包裝 等領域. 在火電機組中氣化風機主要作用是粉體輸送.比如鍋爐除灰系統中的灰倉氣化風機、煙氣脫硫系統中的石灰石粉倉氣化風機等。氣化風機按照其性能一般採(cǎi)用羅茨風機。羅茨風機在結構和工作原理上相對我們常見的離心風機以及軸流風機有很大的區别。無論是離心風機還是軸流風機一般隻有一個轉子和若幹個葉片通過轉子帶動葉片旋轉使氣流産生壓力。而羅茨風機的原理有點類似齒輪油泵。風機有兩個轉子近似兩個 8 字,轉子以這種複雜的曲線外形。
2、,不間斷的互相封閉(bì)進出口處的壓力差,而由轉子和機殼之間把氣體送到高壓區,其壓力就成爲排風側和吸入側之間的壓力差。這種轉子外形的曲線,就是羅茨風機的奇妙之處。羅茨風機主要有鼓風機、過濾消音器、電機以及排風口管路組成。,三葉式羅茨風機工作原理,江蘇錦工機械有限公司生産的三葉式羅茨風機系統管路圖,第二節 氣化風機的安裝方法,以江蘇錦工機械公司生産的三葉式羅茨風機爲參考介紹氣化風機的安裝方法: 1、基礎幾何尺寸檢查及基礎劃線 基礎的外觀、表面應平整、無裂紋、孔洞、蜂窩、麻面和露筋。清除基礎上的雜物。檢查清理地腳螺栓孔内無雜物. 準備(bèi)好測定标高用的水準儀,直徑爲0.5mm的細鋼絲、線墜、墨鬥、以及拉。
3、鋼絲用的可調支架。以土建專業提供的基準标高線爲基準,利用水平儀對螺茨風機,電加熱器,幹灰加濕泵的基礎标高及基準線進行複查,做出記錄。 測量的方法是:支好水準儀,調平,将鏡頭對準給定标基準高線的位置,用鋼闆尺測量算出水準儀橫向水平,線的實際标高,再測算出各台設備(bèi)的土建基礎實際标高A並(bìng)作記錄;考慮二次灌漿量得出各台設備(bèi)墊鐵配置的厚度,進行配制墊鐵的工作,每組墊鐵的塊數不超過3塊。用三角形法檢查各基礎縱橫中心線是否垂直。 2、設備(bèi)到貨開箱檢驗 設備(bèi)運到現場安裝之前應認真核對設備(bèi)的銘牌、規格型号、均應符合圖紙及設計要求。檢查螺茨風機的電機、主機、油箱,進、出口消音器等是否存在運輸變形等缺陷,檢查電加熱。
4、器是否存在變形,裂紋等缺陷,檢查幹灰加濕泵外應無裂紋、變形、殘缺。按照廠家的設備(bèi)供貨清單,檢查到貨數量,特别是螺栓、螺母墊圈及其他附件等小件的規格尺寸數量.螺茨風機與幹灰加濕泵盤車應轉動靈活,無異常響聲和雜音。,3、墊鐵配置 根據各台設備(bèi)的重量,地腳螺栓的數量及尺寸計算出墊鐵的面積及數量,氣化風機用墊鐵,加熱器爲,幹灰加濕泵爲。将基礎上放置地腳螺栓兩側的位置進行鑿毛,鑿毛後墊鐵放上應處於(yú)水平。墊鐵要打磨幹淨,不能有毛刺、氧化鐵,接觸要嚴密,塊數3。 4、地腳螺栓安裝 将地腳螺栓孔内清理幹淨,用烤把将地腳螺栓上的油污烤幹淨,在地腳螺栓的彎鈎部位焊上圓鋼,在設備(bèi)。
5、就位時将地腳螺栓挂在設備(bèi)的地腳眼上,地腳螺栓帶上背母後要餘2-3扣,地腳螺栓不能與地腳孔壁相碰。地腳螺栓要保持垂直。,4、氣化風機安裝 用手動升壓泵對氣化風機的冷卻水室進行水壓試驗,試驗壓力爲0.5Mpa,保持10分鍾,應無洩露和壓降。用汽車(chē)和吊車(chē)将氣化風機運至氣化風機房内就位,就位時要注意氣化風機的進出口方向應與圖紙一緻。設備(bèi)就位後進行設備(bèi)的找正,中心線偏差 5mm,标高偏差 10mm,。對氣化風機的皮帶輪進行找正,對輪中心偏差應 1mm,皮帶的松緊适當。設備(bèi)找正後将墊鐵點焊牢固。設備(bèi)找正後進行二次灌漿。 安裝氣化風機主機連接管和出口消音器、進口消音器,安裝前将消音器内清理幹淨不能有雜物和塵。
6、土,将主機上安裝消音器位置的堵闆拆除,将結合面清理幹淨,然後将消音器安裝到位,連接管及消音器的法蘭極口接口用螺栓均勻緊固,法蘭結合面要加好石棉墊。敞口部位要用塑料布封好。,5、電加熱器安裝 用汽車(chē)和吊車(chē)将電加熱器運至氣化風機房内就位,就位時要注意電加熱器的進出口方向應與圖紙一緻,其入口中心線與氣化風機出口中心線在同一直線上,其連接管與電加熱器縱向中心線垂直。設備(bèi)就位後進行設備(bèi)的找正,中心線偏差 5mm,标高偏差 10mm,找正後将設備(bèi)與埋件焊接牢固。設備(bèi)找正後進行二次灌漿。 6、管道安裝 管道安裝前要将管内清理幹淨,不能有任何雜物,管口安裝前後要及時用塑料布進行封堵,防止進入雜物。焊口必須打磨。
7、幹淨,不能有鏽蝕和油污,採(cǎi)用氩電聯焊,管道在安裝時不準強力對口,焊口不能錯口、撅,口現象,不能存在飛濺、咬邊現象,管道安裝後要橫平豎直,管道走向要正確(què),管道排列要整齊,有坡度的管道其坡度要符合設計圖紙的要求。 支吊架安裝:支吊架形式要符合設計圖紙的要求。生根要牢固,位置正確(què),焊接高度要符合設計要求。 管件連接不松動,加好密封墊。法蘭不偏斜,緊固均勻,墊片安裝正確(què)。 閥門在安裝之前要經研門、水壓試驗合格方可進行安裝,安裝方向應與介質流向一直。 冷卻水管道在安裝時在安裝時要分清冷卻水母管的供、回水管和設備的冷卻水進、出口,不能接反。,第三節氣化風運行與操作,1、風機操作前注意事項:1.1清掃管道内。
8、的異物,並(bìng)保持管道内清潔1.2檢查螺栓,螺母的連接松緊情況1.3必須安裝皮帶罩,防止衣服和手等卷入皮帶或皮帶輪之 間。1.4将管道上的閥門全部打開,否則風機超負荷運轉,機器受損。1.5加入齒輪油,油面要靜止於(yú)油标中心位置。1.6檢查好皮帶張緊力和皮帶偏正。1.7用手盤皮帶輪,確認風機轉動無異常方可電力啓動。,2、風機運行時的注意事項:2.1運行初期由於(yú)潤滑油的粘滞而有噪音和電流過高的情況,運行10-20分鍾可自行消失。2.2流量的大小不能通過開關閥門來調整。2.3風機必須在規定的壓力下進行工作,不可超負荷運行,否則會損壞電機。2.4壓力表開關處於(yú)常閉狀态,如需測定壓力時可将壓力表開關打開。2.5風機系統初次啓動或8小時分部試運過程一定要做好各項運行性能指标的紀錄和簽證工作。,謝 謝。

山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

