
提示:您尚未登錄,請點(diǎn) 登 陸 後下載,如果您還沒有賬戶請點(diǎn) 注 冊(cè) ,登陸完成後,請刷新本頁查看技術詳細信息。
本發明涉及羅茨鼓風機部件加工技術領域,尤其涉及一種羅茨鼓風機葉輪加工方法。背景技術羅茨鼓風機是一種容積回轉鼓風機,其工作原理是利用兩個葉輪在氣缸内作相對運動來壓縮和輸送氣體,因此兩個葉輪在旋轉過程中的正常齧合狀态是確保高效輸送氣體的前提。羅茨鼓風機葉輪在氣體壓縮和輸送過程中溫度會升高,由於葉輪外輪廓線型複雜且厚度分布不均勻,導緻葉輪産生不均勻熱變形,這種不均勻的熱變形使葉輪外輪廓線型變形緻使葉輪在齧合過程中各配合面間隙偏離正常狀态,因而可能産生局部幹涉,加劇葉輪局部磨損,降低工作壽命,甚至咬死,...
該技術已申請專利,請尊重研發人員的辛勤研發付出,在未取得專利權人授權前,僅供技術研究參(cān)考不得用於(yú)商業用途。
提示:您尚未登錄,請點(diǎn) 登 陸 後下載,如果您還沒有賬戶請點(diǎn) 注 冊(cè) ,登陸完成後,請刷新本頁查看技術詳細信息。
技術領域:
本發(fā)明涉及一種羅茨鼓風(fēng)機葉輪(轉子)及其制造方法。
背景技術:
羅茨鼓風機葉輪(轉子),多年來結構變化不大,從最初的雙葉型改進到目前的三葉型,改進後加工難度增加瞭(le)。目前的三葉型轉子所採(cǎi)用的材料爲鑄鐵,其缺陷是轉子的強度,硬度低,膨脹系數小,易導緻風量損失,鑄鐵熔煉溫度高,原材料消耗高。同時,現有羅茨鼓風機葉輪常規加工辦法是按葉輪的實際尺寸加足夠大的加工餘量用200#鑄鐵鑄造一隻實芯毛胚,毛胚回火處理後進入機加工工序,工序爲銑削兩端面—劃線—鑽孔—镗孔—拉鍵—粗刨—精刨—精銑—共需花費工時6-8小時,缺點是工序繁雜,廢品率高。
發明内容
本發明所要解決的技術問題就是爲瞭(le)克服鑄鐵材料的轉子存在的問題及目前生産(chǎn)工藝繁雜的弊端,而提供瞭(le)一種以鋅基合金爲原料的轉子。本發明還涉及其制造方法,該方法工藝簡單,省工省時。
本實用新型的技術方案是該羅茨鼓風(fēng)機葉輪(轉子),其特征在於(yú)所述的轉子由鋅基合金鑄造而成,該合金成份重量比爲AI 7-11%,Cu 4-5%,Mg 0.2-0.5%,餘量爲Zn。
進(jìn)一步的方案在於(yú)合金成分重量比爲AI 11%,Cu 5%,Mg 0.2%,餘量爲Zn。
制造上述羅茨鼓風(fēng)機葉輪(轉子)的方法,其特征在於(yú)步驟如下将模具的模闆,型腔,型芯預加溫至180-200℃,加溫後塗脫模劑,然後将型腔先固定於(yú)下模闆上,裝入型芯,蓋上上模闆,固定好澆套,将按通用方法熔煉好的合金澆入模具,澆鑄溫度爲450℃,待硬結後開模取出成品,鑄件經180℃淬火後室溫放置48小時;将開模後的模具塗脫模劑,合模進行二次澆鑄,模具不需再加溫。
上述方法中,所述的脫模劑爲水玻璃加滑石粉調(diào)制稀粥狀。也可採(cǎi)用本領域常用的脫模劑。
本實用新型的有益效果是該合金澆鑄出的産品可以精確的再現模型的形狀,所以無需進行機加工即可直接使用,它省卻瞭(le)機加工的工時,電力,油料,刀具等並(bìng)且澆鑄溫度低,從而大大的節省瞭(le)能源消耗。因葉輪的材料爲鋅基四元合金,線膨脹系數大,所以能彌補風機因壓力加大後風量損失的缺陷。因風機機殼與葉輪之間,葉輪與葉輪之間,葉輪與牆闆之間在裝配時都留有0.05mm-0.10mm之間的間隙,風機遇到壓力時會升溫,兩種材料不同的線膨脹系數縮小瞭(le)間隙,從而減少瞭(le)風量損失。
該合金熔煉溫度低,便於(yú)回收回鑄,更好的實現瞭(le)資源重複利用。
下面結(jié)合附圖和實施例對(duì)本實用新型進一步說明。
圖1爲本實用新型的生産(chǎn)模具—下模闆俯視圖;圖2爲本實用新型的生産(chǎn)模具—型腔模立體結構(gòu)示意圖;圖3爲本實用新型的生産(chǎn)模具—上模闆俯視圖。
圖中1下模闆,11葉輪(lún)減(jiǎn)重型芯孔,12模闆定位銷孔,13芯軸型芯孔,2型腔模,21型闆,22定位銷孔,3上模闆,31葉輪(lún)減(jiǎn)重型芯孔,32模闆定位銷孔,33芯軸型芯孔。
具體實施例方式
羅茨鼓風(fēng)機葉輪(轉子),所述的轉子由鋅基合金鑄造而成,該(gāi)合金成份重量比實施例爲
其制造方法是将模具的上、下模闆3、1,型腔模2,型芯預加溫至180-200℃,加溫後塗脫模劑,然後将型腔模2先固定於(yú)下模闆1上,裝入型芯,蓋(gài)上上模闆3,固定好澆套,将按通用方法熔煉好的合金澆入模具,澆鑄溫度爲450℃,待硬結後開模取出成品,鑄件經180℃淬火後室溫放置48小時即得。
将開模後(hòu)的模具塗脫模劑(jì),合模進行二次澆鑄,模具不需再加溫。
上述方法中,所述的脫模劑(jì)爲水玻璃加滑石粉調(diào)制稀粥狀。
圖1、2、3所示的爲該羅茨鼓風機葉輪(轉子)生産(chǎn)模具。詳細介紹如下該羅茨鼓風機葉輪(轉子)生産(chǎn)模具,它由上模闆3,下模闆1及位於(yú)兩者之間的型腔模2組成。
型腔模2是在葉輪的三個葉片的頂端中心爲合縫面,由互成120°的三塊型闆21組成,並(bìng)在各條合縫線上型闆21上下兩端設有三個由型闆組成的定位銷孔22。在三條合縫線外端面上設有三個鎖緊扣用於(yú)固定型闆。型腔模2内設有與葉輪外形相同的内型腔。上、下模闆3、1對應地設置與型闆21上定位銷孔22同心的三個模闆定位銷孔32、12;還設有三個對應的葉輪減重型芯孔31、11且位於(yú)三個葉片的中心,以放置減重型芯柱;在上下模闆的中心還設有芯軸型芯孔33、13,該孔内置放芯軸型芯;澆口和冒口設置在上模闆3上。
權利要求
1.羅茨鼓風(fēng)機葉輪(轉子),其特征在於(yú)所述的轉子由鋅基合金鑄造而成,該合金成份爲重量比AI 7-11%,Cu 4-5%,Mg 0.2-0.5%,餘量爲Zn。
2.根據權利要求1所述的羅茨鼓風(fēng)機葉輪(轉子),其特征在於(yú)合金成分重量比爲AI 11%,Cu 5%,Mg 0.2%,餘量爲Zn。
3.制造上述羅茨鼓風(fēng)機葉輪(轉子)的方法,其特征在於(yú)步驟如下将模具的模闆,型腔,型芯預加溫至180-200℃,加溫後塗脫模劑,然後将型腔先固定於(yú)下模闆上,裝入型芯,蓋上上模闆,固定好澆套,将按通用方法熔煉好的合金澆入模具,澆鑄溫度爲450℃,待硬結後開模取出成品,鑄件經180℃淬火後室溫放置48小時;将開模後的模具塗脫模劑,合模進行二次澆鑄,模具不需再加溫。
4.根據權利要求3所述的羅茨鼓風機葉輪(轉子)的制造方法,其特征在於(yú)所述的脫模劑爲水玻璃加滑石粉調(diào)制稀粥狀。
全文摘要
本發明公開瞭(le)一種羅茨鼓風機葉輪(轉子)及其制造方法。其技術方案是所述的轉子由鋅基合金鑄造而成,該合金成分重量比爲AI 7-11%,Cu 4-5%,Mg 0.2-0.5%,餘量爲Zn。其制造方法是将模具的模闆,型腔,型芯預加溫至180-200℃,加溫後塗脫模劑,然後将型腔先固定於(yú)下模闆上,裝入型芯,蓋上上模闆,固定好澆套,将按通用方法熔煉好的合金澆入模具,澆鑄溫度爲450℃,待硬結後開模取出成品,鑄件經180℃淬火後室溫放置48小時;将開模後的模具塗脫模劑,合模進行二次澆鑄,模具不需再加溫。本發明合金熔煉溫度低,鑄造工藝簡單,便於(yú)回收回鑄,更好的實現瞭(le)資源重複利用。
文檔(dàng)編(biān)号F04D29/18GKSQ
公開(kāi)日2005年1月12日 申請(qǐng)日期2004年3月23日 優先權日2004年3月23日
發(fā)明者王紹全 申請(qǐng)人:王紹全

唐志林;楊嶽;彭波;;羅茨鼓風機圓弧型雙葉輪參(cān)數化設計[J];企業技術開發(fā);2006年11期
翟旭軍;肖芝;王君澤;張小萍;;羅茨鼓風(fēng)機葉輪參(cān)數化設計與内流數值模拟[J];機械設計與制造;2020年02期
張世龍;趙罘;薛美榮;李娜;林建邦;;基於(yú)SolidWorks的階梯軸參(cān)數化設計與二次開發[J];電子世界;2020年19期
龔存宇;三葉羅茨鼓風機葉輪的加工方法[J];風機技術;1996年05期
張沂東(dōng);調(diào)整羅茨鼓風機葉輪間隙的新方法[J];毛紡科技;1980年02期
甯曉雷;;基於(yú)SolidWorks的齒輪參(cān)數化設計研究[J];民營科技;2020年06期
張小明;羅靜;李新華;;基於(yú)SolidWorks的漸開線齒輪參(cān)數化設計[J];機械;2007年11期
劉松;吳樹福;謝加保;;基於(yú)SolidWorks的直齒輪參(cān)數化設計與有限元分析[J];科技信息(科學教研);2008年15期
張盟盟;龐俊忠;彭星;劉德昌;;基於(yú)SolidWorks的零件配置和參(cān)數化設計[J];機械管理開發;2020年09期
10
田順;沈景鳳;仲梁維;;基於(yú)Solidworks的齒輪參(cān)數化設計[J];中國水運(下半月);2020年02期
沈序康;;農機加工中基於(yú)Solidworks二次開發的絲錐參(cān)數化設計[A];全國先進制造技術高層論壇暨第十屆制造業自動化與信息化技術研讨會論文集[C];2011年
張海芹;;高溫羅茨鼓風(fēng)機的研發(fā)[A];中國風(fēng)機學術論文集[C];2020年
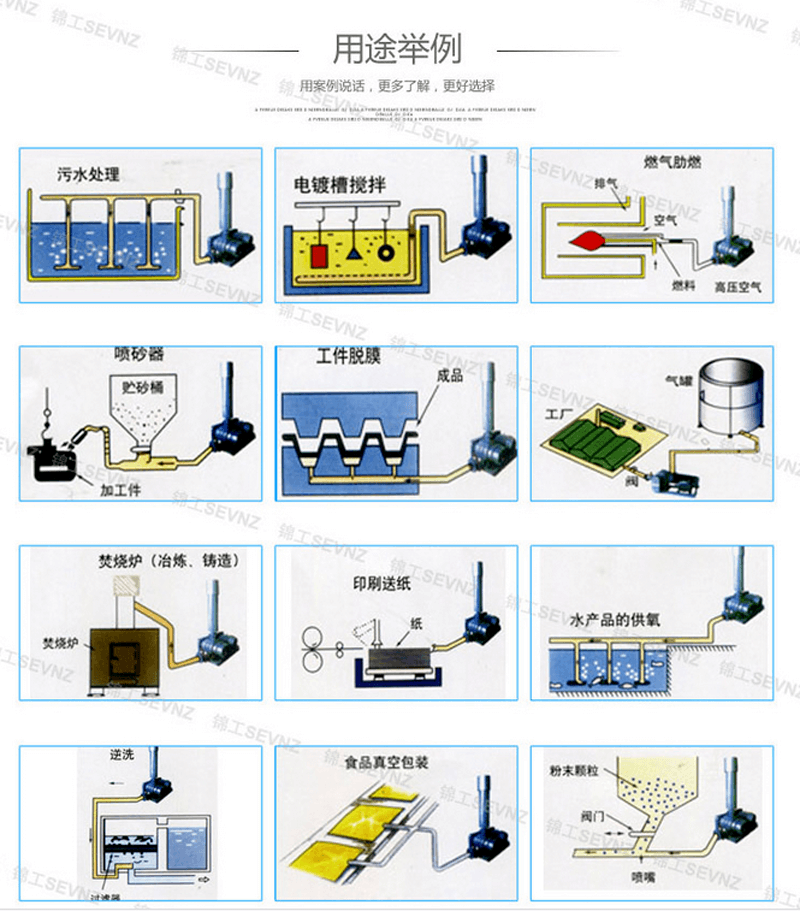
;羅茨鼓風機在環保領域中的運用[A];中國環保裝備(bèi)産業發展論壇論文彙編(biān)[C];2007年
王明樞;李志勇;;羅茨鼓風(fēng)機房的噪聲治理[A];環(huán)境噪聲控制論文集[C];1989年
肖述兵;;葉輪修複(fù)的新方法[A];設備(bèi)管理與維修實踐和探索論文集[C];2005年
肖龍幹;祁立标;;變(biàn)頻調速裝置在羅茨鼓風機系統中的應用[A];設備(bèi)維修與改造技術論文集[C];2000年
王春光;鄧(dèng)德偉;王永;劉丹;關(guān)錳;;離心壓縮機一級葉輪開裂分析[A];2009年全國失效分析學術會議論文集[C];2009年
吳淑芳;王宗彥;秦慧斌;王興文;;基於(yú)SolidWorks的工程圖自動調整技術研究[A];自主創(chuàng)新 實現物流工程的持續與科學發展——第八屆物流工程學術年會論文集[C];2008年
李廣鑫;曹爲;;基於(yú)solidworks的機械手臂虛拟設計與運動仿真[A];全國先進制造技術高層(céng)論壇暨第九屆制造業自動化與信息化技術研讨會論文集[C];2010年
10
鄧小軍;;基於(yú)SOLIDWORKS和ANSYS的齒輪齒條式儲料機的研制[A];第十二屆中國覆銅闆技術·市場(chǎng)研讨會論文集[C];2011年
證券時報(bào)記者 盧青;羅茨鼓風機龍頭山東(dōng)錦工毛利率逐年提升[N];證券時報(bào);2011年
本報(bào)記者 苗昆;兄弟齊心 其力斷(duàn)金[N];中國環境報(bào);2006年
記者 王繁泓;錦工牌三葉羅茨鼓風機填補(bǔ)國内空白[N];中國化工報(bào);2002年
王紅豔;沈鼓研制成功整體銑制三元閉(bì)式葉輪[N];中國工業報(bào);2007年
錢新;葉輪切割讓離心泵更适用[N];中國(guó)化工報(bào);2010年
王學軍武思輝(huī);天雁攻克“葉輪碎裂”難題[N];衡陽日報(bào);2008年
MEB記者 何珺;SOLIDWORKS:要做可持續的生意[N];機電(diàn)商報(bào);2020年
蘇州設計研究院股份有限公司BIM中心技術總監 嚴懷達;BIM體系下的參(cān)數化設計及綠色分析應用[N];中國建設報(bào);2020年
;參(cān)數化設計,在中國如何破冰前行?[N];中華建築報(bào);2011年
10
本報(bào)記者 付燦華;參(cān)數化設計[N];中國建設報(bào);2010年
苗森春;離心泵作液力透平的能量轉換(huàn)特性及葉輪優化研究[D];蘭(lán)州理工大學;2020年
孫科;豎軸H型葉輪及導(dǎo)流罩流體動力性能數值模拟[D];哈爾濱(bīn)工程大學;2008年
許磊;考慮(lǜ)損傷模糊性的再制造葉輪(lún)安全服役壽命數值預估及支持系統[D];重慶大學;2020年
孟祥旭;參(cān)數化設計模型的研究與實現[D];中國(guó)科學院研究生院(計算技術研究所);1998年
舒林森;離心壓縮機(jī)再制造葉輪服役壽命預測(cè)模型及數值仿真研究[D];重慶大學;2020年
餘湛悅;並(bìng)行化數控編(biān)程和加工仿真關鍵技術的研究與實現[D];南京航空航天大學;2003年
張人會(huì);離心泵葉片的參(cān)數化設計及其優化研究[D];蘭州理工大學;2010年
王樹齊;複雜環境下水平軸潮流能葉輪水動(dòng)力特性研究[D];哈爾濱(bīn)工程大學;2020年
姜勁;豎軸葉輪的流體動(dòng)力分析與性能優化方法的改進與應用[D];哈爾濱(bīn)工程大學;2012年
10
張靜;雙流道式污水泵葉輪三維設計(jì)及水力模型開發(fā)研究[D];蘭州理工大學;2008年
劉金梅;羅茨鼓風(fēng)機(jī)葉輪CAD/CAM技術研究[D];中南大學;2007年
丁戰友;基於(yú)SolidWorks的浮選機參(cān)數化CAD/CAE系統研究[D];合肥工業大學;2020年
苗燕;基於(yú)SolidWorks的液壓缸參(cān)數化設計[D];東北大學;2009年
戚光鑫;新型前向多翼及混流葉輪的參(cān)數化設計(jì)及優化研究[D];大連理工大學;2011年
龔道雄;基於(yú)SolidWorks的橋式起重機參(cān)數化設計[D];武漢理工大學;2009年
李兵;注塑機械手的參(cān)數化設計及動(dòng)力學分析[D];中國海洋大學;2009年
張孟春;基於(yú)SolidWorks的虛拟自動裝配系統[D];東(dōng)華大學;2008年
劉東霞;逆向工程在閉(bì)式葉輪反求設計中的應用研究[D];華北電(diàn)力大學;2011年
趙亞平;吹吸機(jī)設計(jì)分析研究[D];蘇州大學;2012年
10
何遠超;基於(yú)SolidWorks的離心通風機參(cān)數化設計及研究[D];安徽理工大學;2011年
羅茨鼓風機葉輪加工技術研究現狀羅茨鼓風機葉輪漸開線數控加工的等誤差逼近點計算方法中指出直線及阿基米德螺旋線逼近漸開線的兩種方法。節點計算過程簡單(dān),並(bìng)且可以保證每隔程序段上的誤差相等。
目前對(duì)羅茨鼓風(fēng)機三葉漸開線葉輪數控刨削加工技術的研究居多。
1、羅茨鼓風機葉輪漸開線數控加工的等誤差逼近點計算方法中指出直線及阿基米德螺旋線逼近漸開線的兩種方法。節點計算過程簡單(dān),並(bìng)且可以保證每隔程序段上的誤差相等。
2、數控加工羅茨鼓風機葉輪漸開線型面的坐标計算中指出:找到一個以葉輪端面漸開線上任意點(diǎn)的齧合角爲變(biàn)量的加工葉輪漸開線型面的刀具圓心方程式,根據該方程式可以比較方便地計算出加工葉輪漸開線型面的刀具圓心方程式,根據該方程式可以比較方便地計算出加工葉輪漸開線型面的的刀具圓心的各點(diǎn)坐标。
3、數控刨床加工羅茨鼓風機轉子的研究介紹瞭(le)改造刨床所用數控系統的功能配置,以及對(duì)牛頭刨床和龍門刨床改造的方法;
4、羅茨風機基於(yú)IPC的刨床CNC系統,小型龍門刨床數控改造的方法是将手動調節刀架變(biàn)成由步進電動機驅動的數控刀架,Z軸步進電動機控制刀架在垂直方向的移動,X軸步進電動機控制刀架在水平方向的移動。
5、羅茨風機凹面、凸面弧曲線和擺線組合三葉轉子的幾何特性和齒型特征。通過幾何分析,對該齒廓的加工進行瞭(le)研究,顯示除瞭(le)刀具軌迹,確(què)定瞭(le)刀具和工件之間的接觸特性。通過識别刀具的距離與刀具的安裝角度,突出研究瞭(le)控制加工齒廓的加工參數之間的關系。
羅茨鼓風機葉輪加工技術研究現狀山東錦工重工機械有限公司專業生産制造各類羅茨風機、羅茨真空泵、MVR蒸汽壓縮機、回轉風機等設備(bèi),承接氣力輸送系統工程,生産旋轉供料器、倉(cāng)泵、料封泵、旋轉閥等各類氣力輸送設備(bèi),綜合以上所講如有遺漏或問題歡迎咨詢錦工客服或來電咨詢。
羅茨鼓風機兩個葉輪相向轉動,由於(yú)葉輪與葉輪、葉輪與機殼、葉輪與牆闆之間的間隙極小,從而使進氣口形成瞭(le)真空狀态,空氣在大氣壓的作用下進入進氣腔,然後,每個葉輪的其中兩個葉片與牆闆、機殼構成瞭(le)一個密封腔,進氣腔的空氣在葉輪轉動的過程中,被兩個葉片所形成密封腔不斷地帶到排氣腔,又因爲排氣腔内的葉輪是相互齧合的,從而把兩個葉片之間的空氣擠壓出來,這樣連續不停的運轉,空氣就源源不斷地從進氣口輸送到出氣口,這就是羅茨風機的整個工作過程。
原标題:羅茨鼓風(fēng)機(jī)詳細說明
原理
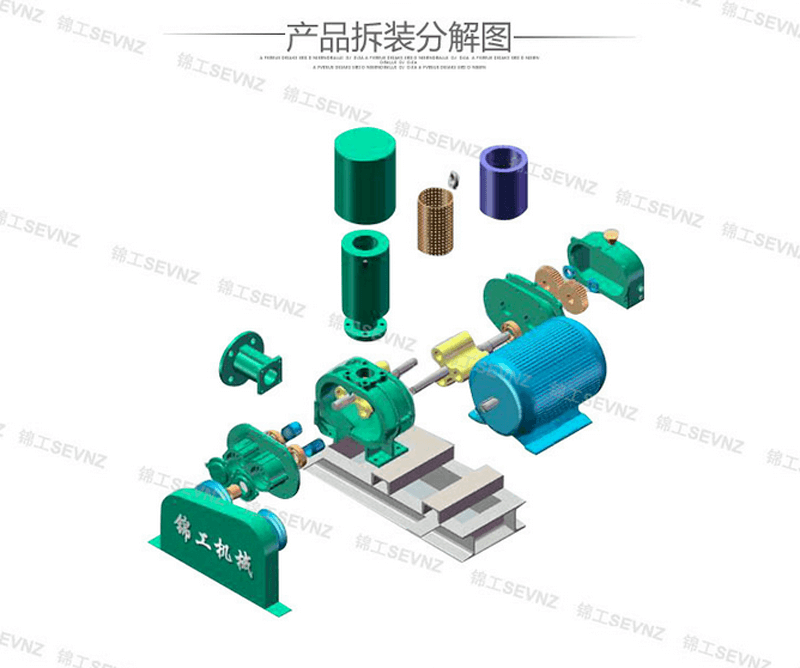
羅茨風機是容積式風機的一種,有兩個三葉葉輪(或二葉葉輪)在由機殼和牆闆密封的空間中相對轉動,每個葉輪都是採(cǎi)用漸開線,或是外擺線的包絡線爲葉輪加工型線。葉輪在加工時採(cǎi)用數控設備,保證瞭(le)兩個葉輪在中心距不變情況.下,不管兩個葉輪旋轉到什麽位置,都能保持一定的極小間隙,保證氣體的洩露在允許範圍内。
特性
由於(yú)採用瞭(le)三葉轉子結構形式及合理的殼體内進出風口處的結構,所以風機振動小,噪 聲低。
葉輪和軸爲整體結構且葉輪無磨損,風機性能持久不變(biàn),可以長(zhǎng)期連續運轉。
風機容積利用率大,容積效率高,且結構緊湊(còu),安裝方式靈活多變(biàn)。
軸承的選用較爲合理,各軸承的使用壽命均勻,從而延長(zhǎng)瞭(le)風機的壽命!
風(fēng)機油封選用進口氟橡膠材料,耐高溫,耐磨,使用壽命長(zhǎng)。
參數
公司生産(chǎn)的羅茨鼓風機: 風機口徑:DN50–DN400,風量:0.85–200m3/min, 電(diàn)機功率: 0.75–350KW, 升壓:9.8KPa–98KPa
羅茨鼓風機阿裏巴巴 山東(dōng)羅茨鼓風機廠(chǎng) 羅茨鼓風機構造
山東錦工有限公司
山東(dōng)省章丘市經濟開發(fā)區
24小時銷售服務
上一篇: 羅茨鼓風(fēng)機(jī)葉輪加工工藝_羅茨鼓風(fēng)機(jī)
下一篇: 羅茨鼓風(fēng)機葉輪動(dòng)平衡_羅茨風(fēng)機
羅茨鼓風機的型号進口羅茨鼓風機品牌羅茨鼓風機十大品牌
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

