
公司以“精鑄核心價(jià)值”爲使命,以“中國(guó)精鑄
世界精鑄”爲願景,緻力於(yú)精鑄輕量化服務,構建價值創造型企業;緻力於(yú)高效制造,打造輕資産(chǎn)企業;緻力於(yú)面向市場的損益化管理;緻力於(yú)培育具有使命感的企業文化 。
公司總部
· 安徽省合肥巢湖經濟(jì)開發(fā)區興業大道南、卞山路西
· 郵編:
· 86-551-
· 86-551-
湖北公司(分公司)
· 湖北省十堰市武當(dāng)山旅遊經濟(jì)特區公園路155号
· 郵編:
· 86-719-
· 86-719-
安徽工廠
· 安徽省合肥巢湖經濟(jì)開發(fā)區興業大道南、卞山路西
· 郵編:
· 86-551-
· 86-551-
和瑞公司(子公司)
· 湖北省十堰市武當(dāng)山旅遊經濟(jì)特區武當(dāng)工業園太和西路105号A7
· 郵編:
· 86-719-
· -

2001年5月16日,按照建立現代企業制度的要求,企業完成瞭(le)以職工持股爲主要内容的資本多元化改造,是東風汽車公司目前唯一職工持股的股份制有限公司,隸屬於(yú)東風公司零部件事業部闆塊。公司曆經三十餘年的不懈努力,已經發展成爲集工藝開發、設計、生産、銷售等功能爲一體、以精鑄産品爲主導的汽車零部件生産企業。現已成爲國内同行業綜合實力最強的熔模精密鑄造企業,連續被行業推舉爲中國鑄造協會精鑄分會主任委員單位。
公司占地面積(jī)16.7萬平方米,其中工業占地面積(jī)4萬多平方米,固定資産(chǎn) 6000
餘萬元,年生産精鑄件能力達10000餘噸,年銷售收入過20000萬元。目前,公司主要工藝裝備(bèi)處於(yú)行業中上等水平,生産效率及機械化自動化程度與水平在行業名列前矛,生産工藝以水玻璃型殼爲主,複合制殼和工序延伸開發技術等在近兩年呈快速發展的良好勢頭,矽溶膠型已經得到進一步完善。公司所屬的東風精密鑄造研究所是國内最早建設、功能齊全、實力雄厚,以精鑄工藝與新産品和材料使用技術應用開發爲主要職能的企業型科研機構,其精鑄件在汽車領域的應用、無餘量、低成本精鑄産品與工藝開發,以及水玻璃型殼工藝技術研究等成果屬國内領先水平。
公司産(chǎn)品除爲東風集團配套外,已爲國内農機、工程機械、石油勘探、鐵路等行業的骨幹企業配套服務,部分産(chǎn)品開始進入國際OEM採(cǎi)購體系。公司現有産(chǎn)品品種3000餘種,年生産(chǎn)精鑄件能力達10000餘噸,年銷售收入過20000萬元。基本滿足客戶對不同産(chǎn)品結構和質量檔次的精鑄件的技術要求。公司擁有完整的精鑄CAD、CAM、CAE、有限元分析技術和快速原型制造系統。1999年通過ISO9001質量體系認證,2001年通過QS9000質量體系認證。
東風精密鑄造有限公司是中國鑄造協會副理事長(zhǎng)單(dān)位,中國鑄造協會精密鑄造分會會長(zhǎng)單(dān)位,中國鑄造行業綜合百強企業,中國精鑄标杆企業,湖北省高新技術企業。
東風精密鑄造有限公司隸屬於(yú)東風汽車公司,是中國鑄造協會副監事長(zhǎng)單位、中國鑄造協會精密鑄造分會輪值理事長(zhǎng)單位、中國鑄造行業綜合百強企業、中國精鑄标杆企業、高新技術企業,擁有省級企業技術中心及精密鑄造工程研究中心,公司“和鼎”商标爲中國馳名商标。
公司以“和”文化爲引領,以“精鑄核心價值”爲使命,以“中國精鑄 世界精鑄”爲願景,以“精益 進取 誠信 和諧”爲經營理念,以“忠誠爲先 激情爲本 業績爲尚”爲用人理念。建立瞭(le)“爲崗位付薪,爲能力付薪,爲業績付薪”薪酬制度體系,以“底薪+崗位薪資+獎勵薪資+項目薪資”爲薪酬結構,實施面向市場(chǎng)的協議工資制度、創造價值分享機制、年百萬元以上的改善與創新獎勵等薪酬激勵機制;建立瞭(le)完善的社會保險、住房公積金及福利制度,建立瞭(le)完善的員工職業發展體系。
公司招聘範圍:湖北汽車(chē)工業學院與湖北汽車(chē)工業學院科技學院2021年應屆全日制大學本科及以上畢(bì)業生,需求專業如下
材料成型與控制工程
本科
10
金屬材料(熱處理)
本科
機(jī)械設計制造及其自動(dòng)化
本科
電氣工程及其自動化
本科
車輛工程
本科
财務管理
本科
工業工程
本科
招聘時(shí)間(jiān):2020年10月26日下午14:30
招聘地點(diǎn):3425教室
工作地:湖北十堰/安徽合肥
有意者請聯系我們:
招聘QQ: (東(dōng)風(fēng)精鑄)
聯(lián)系人:劉(liú)先生
蒲女士
1)工藝設計能力
根據産(chǎn)品尺寸精度、表面粗糙度及特殊特性要求,可選擇水玻璃制殼工藝、全矽溶膠制殼工藝、複(fù)合制殼工藝等三種制殼工藝。
根據産(chǎn)品強度、硬度、延伸率等機械要求,在材料不限的情況下,可爲用戶設計普通鑄造碳鋼、鑄造微合金鋼、高強高韌鋼、高強可焊鋼、精鑄高強度球鐵等材質;在材料指定的情況下,可爲用戶設計並(bìng)實施正火、淬火、回火等熱處理工藝,保證零部件機械性能要求。
具備(bèi)完善的尺寸校準工裝的設計能力,具有獨(dú)立設計開發蠟模胎具、鑄件校正模、鑄件綜合檢具、各種機加工夾輔具的設計能力。
工藝設計手段
基於(yú)數字化平台的工藝設計開發(fā)。100%實現PRO/E三維造型設計,100%應用鑄造CAE凝固模拟分析。
基於(yú)激光快速成型技術的快速工藝驗證。採(cǎi)用激光快速成型技術能在最少5天内獲得鑄件樣件,爲鑄件的綜合性能評定提供充足依據。
工藝優勢發揮
率先在國内精鑄行業推廣複合制殼工藝,成功設計並(bìng)應用複合制殼工藝懸鏈線,使複合制殼工藝性能參(cān)數控制更加穩定、工序能力指數提高至1.33以上。
率先在精鑄行業實施汽車(chē)零部件制造工藝的橫向替代,實現精鑄替代砂鑄、精鑄替代鍛造、精鑄替代沖壓、精鑄替代機械加工、精鑄替代焊接、精鑄替代裝配等,控制制造成本低於(yú)其他工藝10%以上。
工藝出品率
在澆(jiāo)注系統與組裝方式設計(jì)時,100%實施CAE模拟,最大限度提高工藝出品率:
鑄(zhù)件單(dān)重>5KG,出品率>70%
鑄(zhù)件單(dān)重在1~5KG,出品率>60%
鑄件單重<1kg,出品率>55%
精鑄工藝比較優勢
1)工藝适應性寬:
不受産(chǎn)品材質、産(chǎn)品結構(gòu)、生産(chǎn)批量、零件重量的限制。
2)工藝延伸性好:
能夠對(duì)各種成型工藝橫向替代,成本低於(yú)其他制造工藝15%以上。
3)工藝性價比高:
尺寸精度高CT7~CT4 ;
表面粗糙度值低Ra12.5~Ra1.6;
最大件重80KG;
最薄壁厚<0.8mm;
4)工藝環保性優:
資源利用率高、“三廢(fèi)”排放較(jiào)少。
5)精鑄工藝與其他幾(jǐ)種制造工藝的比較(jiào)
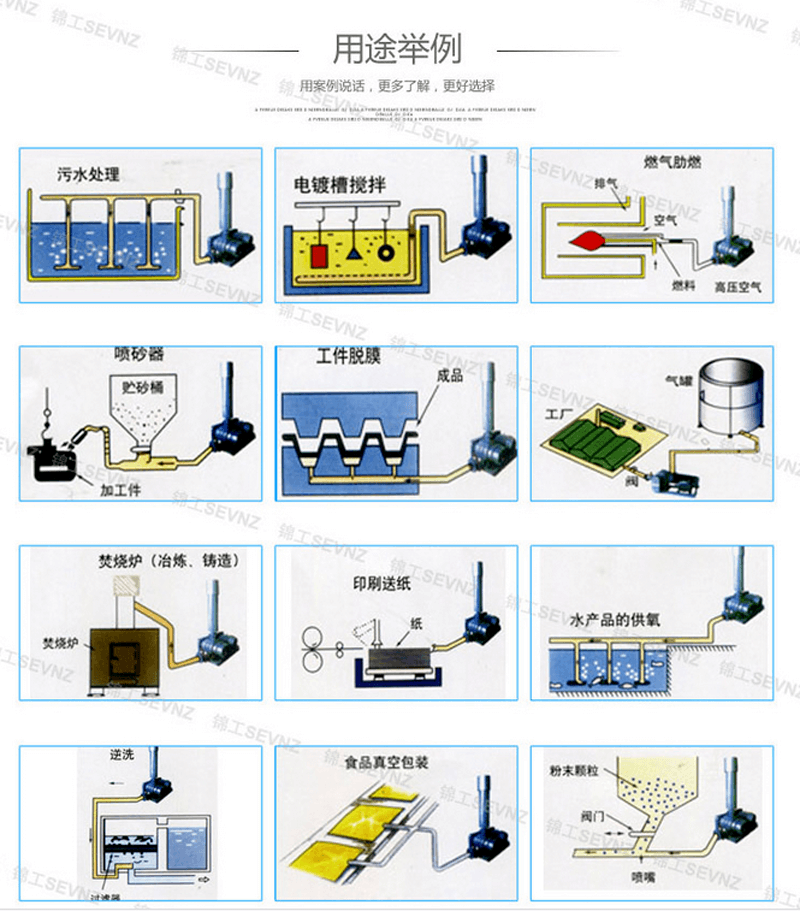
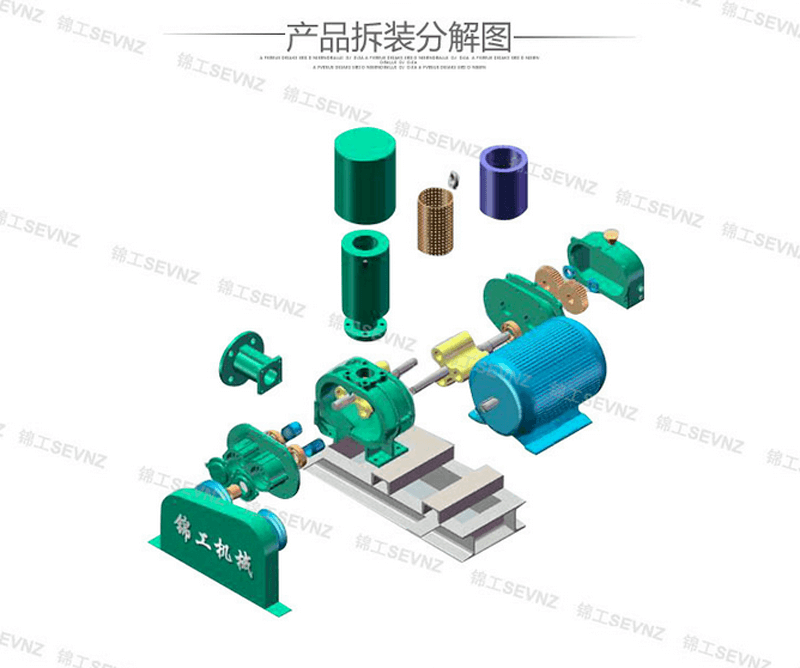
羅茨鼓風機曝氣高壓羅茨鼓風機廠家羅茨鼓風機示意圖
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

