
公司榮譽|
技術專利|
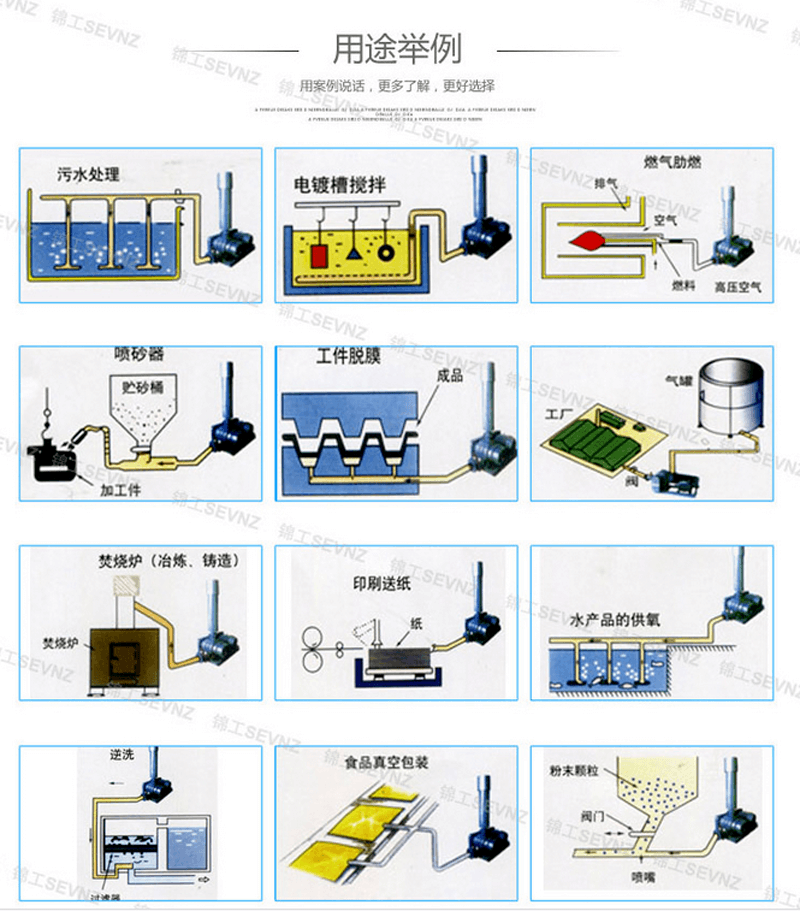
應用領域|
旋壓機視頻
博賽始終堅持自主創新,每年在研發上的投入逐年增加。總工程師周平虎先生是我國著名的數控金屬成型專家,人才評選獲得者,享受政府特殊津貼,大學院校特聘教授和專家組成員,其領導設計並(bìng)研發瞭(le)數代國内優秀的數控金屬旋壓成型設備。超過40項專利證書,金屬數控旋壓機生産行業專利數80項“知識産權優勢企業”、“高新技術企業”、“現代産業50強重點培育項目”等不斷更新的稱号,客觀彰顯瞭(le)博賽實力。

所謂旋壓工藝,就是巧妙使用被稱作“趕棒”的條狀工具對緊貼模具的高速旋轉中的金屬闆加壓,将金屬闆塑型成各種筒狀産品的加工工藝。加工精確(què)度到0.1mm,金屬闆在大師級技工手中漸變爲所定産品形狀的精湛技術可謂是登峰造極。“旋壓工藝”這種金屬加工工藝很大程度上依賴於(yú)大師級技工的手工作業。
數(shù)控旋壓,一種不多見(jiàn)的加工方式~
視頻來源:制造原理
使用的材質上講可以使用鐵、鋁、不鏽鋼、銅、黃銅等金屬材料的旋壓加工業務。有時候也會進行黃金、白銀、白金等貴金屬的加工。另外最近被稱(chēng)爲稀有金屬的钼、鎢、钽、钛等硬度較高的金屬加工委托業務也在不斷增加。從飲料罐樣品到人造衛星設備(bèi)、飛機、半導體制造裝置的零部件、再到巨大的衛星天線等,我們承接大大小小各種零件的旋壓加工業務。
北嶋拉深制作所正在制作抛物面天線(xiàn)
旋壓工藝”首先是将金屬闆坯切割爲圓形。接著(zhe)将這塊圓形金屬闆和模具安裝在旋壓機床上,讓它們一起高速旋轉,一邊(biān)抹潤滑劑,一邊(biān)用“趕棒”對金屬闆推壓使其緊貼模具以完成塑形加工。
開(kāi)始旋壓工藝之前,先用一種叫做圓盤剪的機(jī)器把金屬闆坯切割成圓形。
集中全身的每一根神經,邊(biān)移動(dòng)兩腿交替承受體重邊(biān)用趕棒向坯料均衡施壓使其成形。
一邊(biān)調整趕棒支點(diǎn)的按鈕位置一邊(biān)用趕棒小心翼翼地進行操作。
在制作所裏我們看到瞭(le)如此巨大的模具,還(hái)看到瞭(le)最裏面的木制模具。
成型件中的大型衛(wèi)星天線(xiàn)
加工過程中需要多次根據敲擊金屬闆坯時發出的聲音以及從“趕棒”處傳來的感覺,來判斷闆坯是否依照模具完美成形。如果一下子用力過度會導緻産品報(bào)廢,所以大師級技工們在進行旋壓工藝時全身的每一根神經都需高度集中,一邊(biān)用兩腿交替承受體重一邊(biān)用“趕棒”對闆坯均勻施壓。
左:時而噴塗潤滑蠟,時而用趕(gǎn)棒對(duì)金屬闆坯施壓使其瞬間成形
右:採(cǎi)用旋壓工藝将钽金屬闆坯塑形加工成坩埚的場(chǎng)景
“旋壓工藝”幾乎所有工序都採(cǎi)用手工作業,與沖(chōng)壓機加工相比有什麽不同嗎?
因爲金屬具有彈性,變形後還是會恢複原狀。因此,即使試圖将坯料緊貼模具使其成形,也會因爲金屬的這種特性導緻輕微的成形不良。相比“旋壓工藝”的均衡施壓緩慢成形,沖壓機加工時坯料局部受力,所以這種傾向更爲明顯。因此對成品精度要求很高的金屬加工來說隻有“旋壓工藝”才能實現。此外,兩種工藝相比加工所需的模具數量也不同。沖壓機加工是将坯料夾在一對模具中間進行加工,所以永遠都需要成對的模具。而“旋壓工藝”隻需一個模具就可以瞭(le),因而降低瞭(le)模具成本。這就是爲什麽在樣品加工等少量生産上多採(cǎi)用“旋壓工藝”的原因。不過從生産性的角度來看,沖壓機加工更爲有利。在對精度要求不那麽高的大批量生産上,敝司也同時採(cǎi)用自動旋壓機和沖壓機進行加工。
“旋壓工藝”難(nán)在什麽(me)地方?
當對厚度極薄的闆坯(0.1mm左右)進行加工時,用“趕棒”輕輕一加壓就可能造成目标位置以外部分的變(biàn)形,因而作業必須慎之又慎。反之,有些材質的金屬闆坯厚度超過5mm時則需要加大力度。尤其是當對又硬又厚的金屬闆進行加工時,如果用“趕棒”施加很大的壓力,很可能會導緻支撐“趕棒”的下端(杠杆的支點)破損,或者“趕棒”的尖頭部位因無法承受力道而損壞。此外,由於(yú)“旋壓工藝”是向金屬闆均衡加壓使其延伸的加工工藝,僅用“趕棒”使金屬闆塑形爲又長又大的産品則需要極其高超的技術。旋壓工藝進行的操作需要憑感覺,所以成形産品顯露個性。無論是多麽熟練的大師級技工,當身體狀态不好時,都不可避免會對産品的成形效果産生影響。
聽說從(cóng)事“旋壓工藝”的金屬加工廠(chǎng)很多,北嶋拉深制作所能脫穎而出的原因是什麽呢?
我並(bìng)不覺得我們的工作内容有什麽特别。隻是很多其他公司不想或不願承接的業務,敝司都率先進行瞭(le)嘗試和挑戰。而且一旦承接下某項業務,不管有多麽困難也一定會圓滿完成。以遵守交貨期爲例,就算實際加工作業並(bìng)不像接訂單時所想的程序那樣順利推進,敝司也絕不會延期交貨。有些新客戶會對我們提交的報價單上的昂貴價格表示驚訝。但是我們很自信向客戶提供的産品絕對具有與此相當的價值。實際上過去也遇到過向報價較低的同行下瞭(le)訂單之後,卻又因産品質量差而再次來敝司訂貨的客戶。另外,當坯料材質爲稀有金屬時,不僅加工困難,而且材料成本高昂。一般的金屬加工廠會考慮加工失敗時的風險而選擇放棄,而敝司爲瞭(le)積累經驗總是很積極地承接此類業務。敝司沒有營銷人員,這是因爲我們認爲隻要能生産出品質優良的産品,産品本身就是最好的廣告。
最近在制造業常常聽到有人慨歎後(hòu)繼(jì)無人。
前陣子敝司資格最老的大師級技工退休瞭(le)。但是他的技術傳給瞭(le)20、30、40等各個年齡層的技工,可以說技術被很好的傳承瞭(le)下來。敝司從來都沒有什麽“旋壓加工”的作業手冊。因爲很多細節都要靠人的感覺,無法用語言來進行說明。新員工都是在和前輩(bèi)員工一起工作的過程中,學到瞭(le)老員工的很多經驗。從新員工到成爲能獨當一面的技工最少需要10年的時間。根據不同的金屬類型和形狀,施壓的方法也各不相同,隻能通過在各種加工現場勤勤懇懇地工作、慢慢積累來掌握技術。
您在什麽時候會(huì)感覺自己的工作很有價(jià)值?
“旋壓加工”是從思考如何才能制作出客戶所委托的産品形狀開始的。我們不但自己制作模具,所有的趕棒也是自己加工制作的。挑戰過去從沒有人做過的東西、和那些被認爲是“旋壓工藝”條件下無法加工的産品都會讓人感到工作的價值。以前曾有客戶委托我們塑形加工頭部很細的飲料罐。雖然在“旋壓工藝”條件下可以進行成形加工,但因爲模具的頭部直徑很小,成形後無法将闆坯從模具上取下來成瞭(le)一大問題。經過反複試驗,爲瞭(le)讓産品成形後可以分解以便從模具上取下,我們採用預先将模具切割分段,成形加工時将模具連接起來使用的方法解決瞭(le)這一問題。我們不僅僅滿足於“旋壓加工”技術,還緻力於研究産品制造工藝,並(bìng)對加工工具進行改良,用心體驗並(bìng)享受“制作”這個過程本身。
北嶋拉深制作所的代表作品
九輪塔
八角堂擬寶(bǎo)珠 φ1700
澳大利亞(yà)墨爾(ěr)本的挂鍾φ3500
長(zhǎng)崎縣棒球場(chǎng)頭盔3950×2750×2800
據說在日本約有400家做旋壓加工的公司,他們的規(guī)模都在10人左右。雖然他們的規(guī)模都很小,然而旋壓加工也是用於(yú)制造小品種的機加工制品必不可少的技術之一。它也被認爲是奠定日本精密制造業的基石之一。
圖片來(lái)源於(yú)JAXA,使用精密旋壓工藝制造的H-IIA 火箭鼻錐體
大阪(也是唯一)一家旋壓(yā)公司使用旋壓(yā)工藝制作钹(樂(lè)器)
另一家在大阪的旋壓公司也用此工藝來(lái)制作藝術(shù)品,
上圖中的花瓶特意保留瞭(le)旋壓工藝産(chǎn)生的紋路來凸顯金屬質感。
來源: 日本科技觀察
免責聲明:本文系網絡轉載,歸原作者所有。但因轉載衆多,無法確(què)認真正原始作者,故僅标明轉載來源。本文所用視頻、圖片、文字如涉及作品問題,請第一時間告知,我們将根據您提供的證明材料確(què)認並(bìng)按國家标準支付稿酬或立即删除内容!本文内容爲原作者觀點,並(bìng)不代表本公衆号贊同其觀點和對其真實性負責。
:

近日,中國兵器工業集團北方材料科學與工程研究院長春設備工藝研究所承擔的600kN卧式雙輪旋壓機項目在用戶現場順利通過驗收。該項目是長春所承研的合同額最高的單台旋壓裝備,設備用於(yú)長征系列運載火箭關鍵零件的加工,技術難度大,研制周期短。項目組秉承精益研發理念,積極開展技術攻關和工藝創新,經過近兩年的不懈努力,突破多項關鍵技術,克服種種困難,完成瞭(le)設備的研制任務,順利交付用戶。(常敬彥 吳煥莉)
關閉窗口
1.0mm不鏽鋼(gāng)椎體數(shù)控旋壓加工
硬鋁旋壓加工
長筒鋁件數控旋壓加工
薄料不鏽鋼(gāng)金屬自動(dòng)旋壓加工
大鐵鍋(guō)經濟型數控旋壓機(jī)
大直徑雙旋厚鐵直邊盤
大直徑(jìng)鐵半球自動(dòng)旋壓加工
飛(fēi)碟燈(dēng)高速旋壓精密加工
工礦燈自動旋壓加工
厚料不鏽鋼(gāng)金屬(shǔ)旋壓加工
黃銅喇叭旋壓加工
簡歐鐵燈(dēng)罩數控雙邊(biān)旋壓加工
鋁燈(dēng)罩自動(dòng)高數速旋壓加工
取暖光鍋(guō)薄鋁鏡(jìng)面旋壓加工
三元催化器雙(shuāng)旋旋壓(yā)加工
數控旋壓機搭配機械手爲全自動(dòng)金屬旋壓設備(bèi)
鐵鍋大直徑自動旋壓
鐵喇叭自動(dòng)數(shù)控旋壓加工
銅火鍋自動(dòng)旋壓加工機器設備(bèi)
獎杯鐵件花型數控旋壓
四川川鼓羅茨鼓風機有限公司羅茨鼓風機噪聲處理羅茨鼓風機組裝
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

