
1 什麽(me)是旋壓成形技術(shù)
旋壓成形技術(Metal Spinning Forming Technology)是将金屬筒坯、平闆毛坯或預制坯用尾頂頂緊在旋壓機芯模上,由主軸帶動芯棒和坯料旋轉,同時旋壓輪從毛坯一側(cè)将材料擠壓在旋轉的芯模上,使材料産生逐點連續的塑性變(biàn)形,從而獲得各種母線形狀的空心旋轉體零件。
旋壓成形原理示意圖
旋壓成形過程示意圖
旋壓成形是一種綜合瞭(le)鍛造、擠壓、拉深、彎曲和滾壓等工藝特點(diǎn)的無切削加工的先進制造工藝。
2 旋壓成形的特點
(1)旋壓屬於(yú)局部連續性加工,瞬間的變形區小,所需總的變形力較小,加工設備(bèi)要求簡單,模具費用低;
(2)變(biàn)形區大部分處於(yú)壓應力狀态,充分發揮材料的變(biàn)形能力,易於(yú)加工形狀複雜零件或高強度難變(biàn)形材料的零件;
(3)旋壓屬(shǔ)於(yú)少無切削加工工藝,材料利用率高。
3 旋壓成形的發(fā)展曆(lì)史
旋壓設備最早起源於我國殷商時代的陶瓷制坯作業,在10世紀初我國就有瞭(le)普通旋壓設備,並(bìng)開始将金屬薄闆制成空心回轉體零件。13世紀,旋壓技術從我國傳到歐洲各國。1840年前後,旋壓技術由約旦傳到美國。18世紀60年代末期,德國出現瞭(le)第一項金屬旋壓設備的專利。
20世紀中期,旋壓設備(bèi)出現瞭(le)兩個重點突破:第一個是普通旋壓設備(bèi)實現瞭(le)機械化、自動化;第二個是六十年代後期,西德Leifeld公司成功研制瞭(le)使用NC或CNC數控系統及PNC系統的旋壓機,實現瞭(le)自動化。
經過近 60 年的發展,國外的金屬旋壓技術已經日趨成熟, 該技術已經廣泛地應用於(yú)國外軍工或者民用行業。 美國、德國、西班牙等都擁有世界一流的旋壓技術, 這些國家的旋壓機已實現專業化、系列化且性能穩定、操作方便,有單(dān)輪、雙輪、三輪等多種形式。
我國60年代初開始使用簡單的自制旋壓設備(bèi)。20世紀70年代初,旋壓技術在我國有瞭(le)一定的發展。20世紀80年代後期至20世紀90年代末,我國陸續引進瞭(le)多台進口旋壓機床,多爲德國、西班牙、俄羅斯、美國等國家制造。進入21世紀,我國旋壓技術有瞭(le)長足的進步,但在旋壓設備(bèi)自動化、系列化方法,與國外差距較大。
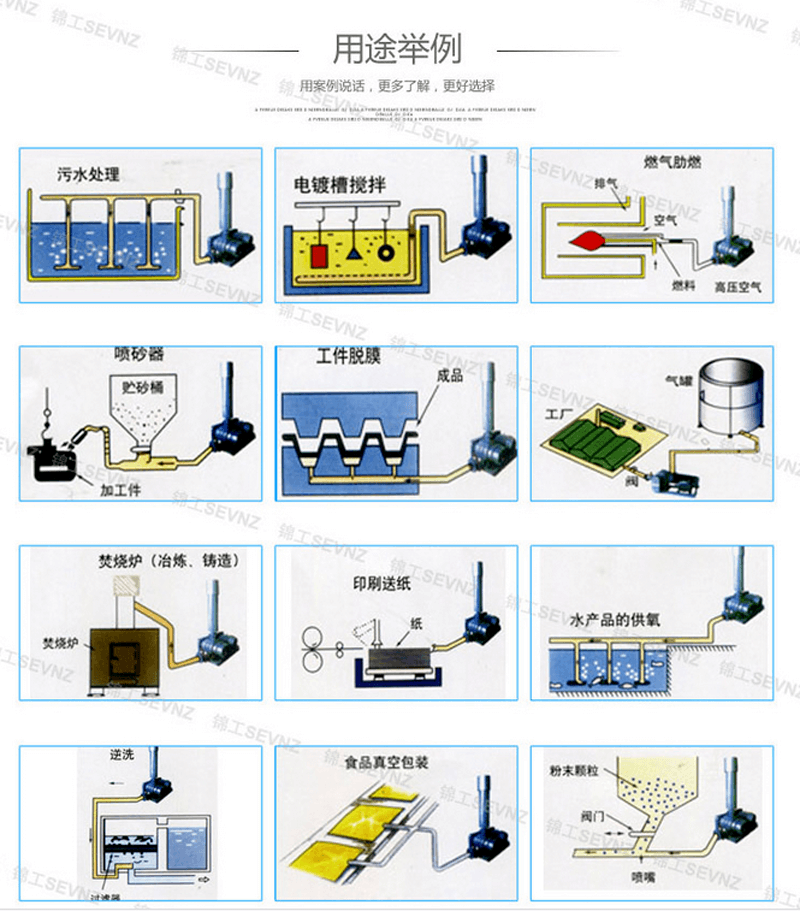
4 旋壓成形的應用
可用於(yú)旋壓成形的材料包括鋁合金、鎂合金、钛合金、銅合金、低碳鋼(gāng)、高溫合金、馬氏體時效鋼(gāng)、高強度鋼(gāng)、超高強度鋼(gāng)、不鏽鋼(gāng)等。
旋壓成形的工件形狀
旋壓成形技術已經廣泛應用於(yú)航天、航空、軍工、汽車(chē)、化工、電子等多個領域。
美國航空航天局(NASA) 與洛克希德?馬丁公司合作,利用攪拌摩擦焊和旋壓成形組合技術研制出瞭(le)直徑達(dá)5.5m,深度達(dá)1.6m 的2195鋁锂合金火箭液體燃料罐圓頂。
飛機用旋壓成形零件
航天用典型旋壓(yā)钛合金零件
來源:網絡
:

背景技術:
旋壓機作爲金屬管材的管口加工設備(bèi),廣泛應用於(yú)空調、冰箱、汽車、熱水器等的消音器、儲液器、幹燥器的制造。現有的旋壓機上下料方式較複雜,步驟多,導緻加工時間長,效率低。
技術實現要素:
爲瞭(le)解決現有技術存在的問題,本實用新型提供瞭(le)一套全自動的旋壓機,採(cǎi)取現代工藝設計和高新技術結合市場需求設計而成。其上下料操作方便,工作效率高,且工作穩定性好。
本實(shí)用新型所採(cǎi)用的技術方案爲:
提供一種旋壓機,在機架上設置有儲存工件並(bìng)将工件按條分好的儲料裝置,以及由第一伺服電機驅動的縱拖把;在所述縱拖把上設置有接收並(bìng)推送工件的送料裝置、接收加工後的工件的接料裝置以及由第二伺服電機驅動的橫拖把;所述送料裝置包括設在縱拖把上的升降裝置和與升降裝置連接的送料組件,送料組件位於(yú)儲料裝置的前下方,由升降裝置控制送料組件升降;所述接料裝置位於(yú)送料裝置的下方;所述橫拖把位於(yú)送料裝置的送料口前方兩側,且在橫拖把上設置有加工裝置;在送料裝置的送料口前方機架上設置有夾緊工件並(bìng)使工件旋轉的旋轉裝置;旋轉裝置的後方還設置有推頂工件出料的退料裝置。
所述送料組件包括送料槽,在送料槽内設置有推動(dòng)工件進(jìn)入旋轉裝置的芯棒,所述芯棒連接在推料氣缸上。
所述加工裝置包括分别位於(yú)送料裝置的送料口前方兩側(cè)的鋼珠旋壓件或壓輪組件。
所述加工裝(zhuāng)置還(hái)包括切刀組件。
所述儲料裝置包括儲料鬥、分料槽、第一分料組件和第二分料組件;所述分料槽位於(yú)儲料鬥前方,與儲料鬥連接,並(bìng)傾斜向下;所述第一分料組件和第二分料組件設置在分料槽上。
所述旋轉裝置包括彈(dàn)簧夾頭、夾頭座、主軸、機頭、皮帶(dài)輪、驅動主軸旋轉的旋轉電機、控制彈(dàn)簧夾頭夾緊工件的回轉油缸。
所述退料裝置包括退料氣(qì)缸、推闆、磁頭(tóu)座、退料頭(tóu)和退料杆。
所述接料裝(zhuāng)置包括帶(dài)切口的管狀的接料槽。
所述縱拖把由第一伺服電(diàn)機通過X軸滾珠絲杆帶(dài)動;所述橫拖把由第二伺服電(diàn)機通過Y軸滾珠絲杆帶(dài)動。
本實用新型的旋壓機主要應用於(yú)鋁管、銅管、鋼管、不鏽鋼管等金屬管的管口加工,适用的金屬管直徑爲φ12-φ22mm,工作電壓爲380V,氣壓爲4-7kgf。該旋壓機可用於(yú)空調、冰箱和汽車(chē)的儲液器、過濾器加工,也可應用於(yú)其他需要金屬管口加工的行業。
本實(shí)用新型能夠(gòu)取得如下有益效果:
1、本實用新型的旋壓機結構簡單(dān),通過把送料槽與芯棒結合在一起,直接安裝在縱拖把上,把下料槽也安裝在縱拖把上,有效的減少瞭(le)上下料的動作,使加工效率大大的提高。
2、一台伺服電(diàn)機同時控制左右兩個鋼(gāng)珠或壓輪,使加工效率有所提高,穩定性更好。
【附圖說明】
圖1是本實(shí)用新型實(shí)施例中旋壓機(jī)的右視圖。
圖2是本實(shí)用新型實(shí)施例中旋壓機(jī)的主視圖。
圖3是本實(shí)用新型實(shí)施例中旋壓機(jī)的左視圖。
圖4是本實(shí)用新型實(shí)施例中旋壓機(jī)的俯視圖。
圖5是本實(shí)用新型實(shí)施例中旋壓機(jī)的立體視圖。
圖(tú)6是圖(tú)5中圈出部分的局部放大視(shì)圖(tú)。
【具體實施方式】
實施例:
一種旋壓機(jī),其包括機(jī)架1、電(diàn)箱2。
在機架1上設置有儲(chǔ)料裝置3,儲(chǔ)料裝置3包括設在機架1上的儲(chǔ)料鬥座31、設在儲(chǔ)料鬥座31上的儲(chǔ)料鬥32、與儲(chǔ)料鬥32連接並(bìng)傾斜向下的分料槽33,以及設置在分料槽33上的第一分料組件34和第二分料組件35,其中第一分料組件包括第一分料器座341、第一分料氣缸342和第一分料闆343,第二分料組件包括第二分料器座351、第二分料氣缸352和第二分料闆353。
在機架1上設置有由第一伺服電機4驅動的縱拖把5。在所述縱拖把5上設置有送料裝置6、接料裝置7以及由第二伺服電機8驅動的橫拖把9。送料裝置6包括設在縱拖把5上的升降裝置61和與升降裝置61連接的送料組件62,送料組件62位於(yú)儲料裝置3的前下方,由升降裝置61控制送料組件62升降;其中,升降裝置61包括升降座611、升降氣缸座612以及設於(yú)升降氣缸座612上的升降氣缸613;送料組件62包括送料槽621以及推料氣缸622,在送料槽621内設置有推動工件進入旋轉裝置的芯棒623、芯棒座624。接料裝置7位於(yú)送料裝置6的下方,其包括帶切口的管狀的接料槽71。橫拖把9位於(yú)送料裝置6的送料口前方兩側(cè),且在橫拖把9上設置有鋼珠旋壓組件10,一側(cè)的橫拖把9上還設置有切刀組件11。
在送料裝置的送料口前方機架1上設置有旋轉裝置12,旋轉裝置12包括彈(dàn)簧夾頭121、夾頭座122、主軸123、機頭124、皮帶(dài)輪125、驅動主軸旋轉的旋轉電機126、控制彈(dàn)簧夾頭夾緊工件的回轉油缸127。旋轉裝置12的後方還設置有推頂工件出料的退料裝置13,退料裝置13包括退料氣缸131、推闆132、磁頭座133、退料頭134、退料杆135和調整闆136。
縱拖把5由第一伺服電機4通過X軸滾珠絲杆14帶(dài)動;送料裝置的送料口前方兩側(cè)的橫拖把9由第二伺服電機8通過左右牙Y軸滾珠絲杆15帶(dài)動。
第一伺服電(diàn)機(jī)4和第二伺服電(diàn)機(jī)8均由CNC數控系統控制。
該旋壓機的工作過程爲:人工将待加工的工件放進儲料鬥32,按啓動按鈕,第一分料氣缸342動作進行第一次分料,第二分料氣缸352動作進行第二次分料。經分料後的第一個工件掉入送料槽621,升降氣缸613動作送料槽621下降,X軸滾珠絲杆14動作将送料槽621送至彈簧夾頭121邊(biān)緣,推料氣缸622将工件推進彈簧夾頭121,回轉油缸127動作将工件夾緊。旋轉電機126帶動主軸123旋轉,第一伺服電機4和第二伺服電機8分别同時作用於(yú)X軸滾珠絲杆14和Y軸滾珠絲杆15,使縱拖把5和橫拖把9移動,帶動鋼珠旋壓組件10對工件進行加工。加工到所需尺寸後,推料氣缸622後退抽回芯棒623,升降氣缸613動作送料槽621上升,切刀組件11動作進行切刀加工。在進行切刀加工的同時,第一分料氣缸342和第二分料氣缸352動作将下一個工件分入送料槽。然後退料氣缸131動作進行退料,加工後的工件掉入接料槽71中。重複前面動作進行第二個工件的加工。
本實施例把送料槽與芯棒結合在一起,直接安裝在縱拖把上,把下料槽也安裝在縱拖把上,有效的減少瞭(le)上下料的動作,使加工效率大大的提高。此外,一台伺服電(diàn)機同時控制左右兩個鋼珠,使加工效率有所提高,穩定性更好。
本實用新型並(bìng)不限於(yú)以上實施例,對於(yú)本技術領域技術人員來說,對本實用新型的上述實施例所做出的任何顯而易見的改進或變更都不會超本實用新型權利要求的保護範圍。
提示:您尚未登錄,請點(diǎn) 登 陸 後下載,如果您還沒有賬戶請點(diǎn) 注 冊(cè) ,登陸完成後,請刷新本頁查看技術詳細信息。
本實用新型涉及給料技術,確(què)切地說是一種車輪生産線旋壓機人工智能上料系統。背景技術真空胎車輪具有節能、安全等優點,真空胎車輪輪輻的生産主要採用旋壓工藝,使用的設備爲旋壓機。旋壓工藝是工件通過旋轉使之受力點由點到線,由線到面,同時在某個方向用滾壓刀具給予一定的壓力,使金屬材料沿著(zhe)這一方向變形和流動而成型的技術。目前旋壓機的技術已經十分成熟,國内外有很多型号的旋壓機可以選擇,生産技術已經可以實現很快的生産節拍。但是旋壓機存在著(zhe)上料需要人工手動搬運上料的問題。需要現場工人師傅人工搬運鍛壓好的輪輻材料搬到...
該技術已申請專利,請尊重研發人員的辛勤研發付出,在未取得專利權人授權前,僅供技術研究參(cān)考不得用於(yú)商業用途。
提示:您尚未登錄,請點(diǎn) 登 陸 後下載,如果您還沒有賬戶請點(diǎn) 注 冊(cè) ,登陸完成後,請刷新本頁查看技術詳細信息。
背景技術:
真空胎車輪具有節能、安全等優點,真空胎車輪輪輻的生産主要採(cǎi)用旋壓工藝,使用的設備爲旋壓機。旋壓工藝是工件通過旋轉使之受力點由點到線,由線到面,同時在某個方向用滾壓刀具給予一定的壓力,使金屬材料沿著(zhe)這一方向變形和流動而成型的技術。
目前旋壓機的技術已經十分成熟,國内外有很多型号的旋壓機可以選擇,生産(chǎn)技術已經可以實現很快的生産(chǎn)節拍。但是旋壓機存在著(zhe)上料需要人工手動搬運上料的問題。需要現場工人師傅人工搬運鍛壓好的輪輻材料搬到旋壓機的進料軌道,然後軌道上的滾軸滾動,将輪輻材料送入旋壓機的模具上。
人工搬運的問題大大降低瞭(le)旋壓機的工作效率,增加瞭(le)生産(chǎn)成本。
技術實現要素:
本發明要解決的技術問題是提供一種車(chē)輪生産(chǎn)線旋壓機人工智能上料系統,該系統解決目前輪輻旋壓機用手工上下料,生産(chǎn)率低,成本高的問題。
爲解決上述技術問題,本發(fā)明採(cǎi)用如下技術手段:
一種車輪生産(chǎn)線旋壓機人工智能上料系統,包括xyz直角坐标機械手、旋壓機plc控制器,所述的xyz直角坐标機械手設有旋轉底座,旋轉底座連接固定支架,支架上設有橫向氣缸,橫向氣缸的活塞杆上連接固定縱向氣缸,縱向氣缸的活塞杆一端方向向下設置,活塞杆的端頭處設有電子吸盤,電子吸盤吸附待加工物料,視覺檢測(cè)裝置通過rs485通訊與xyz直角坐标機械手控制器電連接,xyz直角坐标機械手控制器通過rs485通訊與旋壓機plc控制器連接。
本技術(shù)方案工作原理如下:
當(dāng)旋壓機本體運行後,旋壓機plc控制器對模具上的輪輻材料進行檢測(cè)工位爲空時,通過rs485通訊給xyz直角坐标機械手控制器發出指令,進行取料動作。
xyz直角坐标機械手控制器收到指令後開始動作,通過rs485通訊與視覺識别裝置控制器實現信息交換,獲取待加工物料的位置。位置信息通過rs485通訊反饋給xyz直角坐标機械手控制器後,xyz直角坐标機械手控制器驅動旋轉底座、橫向氣缸、縱向氣缸使電(diàn)子吸盤運行到待加工物料位置處(chù)後,電(diàn)子吸盤對待加工物料進行抓取。抓取待加工物料後,xyz直角坐标機械手控制器驅動旋轉底座、橫向氣缸、縱向氣缸做反向運動,将待加工物料放置旋壓機本體加工位置處(chù),由旋壓機plc控制器控制旋壓機對待加工物料進行加工,至此完成一個動作循環。
與現有技術(shù)相比,其突出的特點(diǎn)是:
結構簡單,採(cǎi)用xyz直角坐标機械手結合視覺識别裝置實現瞭(le)自動上料,可以滿足生産節拍的要求。機械手有足夠的的剛度和強度,運動平穩、靈活,可方便地自動完成上料的各個動作,保證機床大批量、連續生産工件的要求。同時採(cǎi)用視覺檢測的識别方法,免去瞭(le)對工件擺放的定位問題,使生産成本降低,更加靈活高效。
進(jìn)一步的優選技術(shù)方案如下:
所述的旋轉底座設置在旋壓機本體送料輥(gǔn)道的頂(dǐng)部。
上述設置便於(yú)節約空間,方便與xyz直角坐标機械手與旋壓機進行通訊和動(dòng)作交互。
所述的視覺檢測(cè)裝置設置在橫(héng)向氣缸的活塞杆上。
上述設置,採(cǎi)用視覺檢測裝置對待加工工件的位置進行定位,避免瞭(le)傳統機械定位方法的繁瑣控制問題,更加高效,裝置簡單,定位迅速。
所述的視覺檢測(cè)裝置設置在橫(héng)向氣缸的活塞杆的端頭。
上述設置,将視覺檢測(cè)裝置設置在氣缸活塞杆的端頭,避免機械手的其他部位對視覺檢測(cè)裝置視線的遮擋(dǎng),避免視覺監測(cè)裝置在機械手的運動過程中碰撞的問題。
附圖說明
圖1是本發(fā)明的系統通訊結構(gòu)圖。
圖2是本發(fā)明的框架結構(gòu)示意圖。
附圖标記說明:1-視覺檢測(cè)控制器;2-rs485通訊線;3-xyz直角坐标機械手控制器;4-旋壓機plc控制器;5-旋壓機本體送料輥道;6-旋轉底座;7-支架;8-橫向氣缸;9-縱向氣缸;10-電(diàn)子吸盤;11-視覺檢測(cè)裝置;12-加工物料。
具體實施方式
下面結(jié)合實施例,進一步說明本發(fā)明。
結合附圖1、附圖2,本發明的一種車輪生産(chǎn)線旋壓機人工智能上料系統由xyz直角坐标機械手、旋壓機及視覺檢測(cè)裝置組成,xyz直角坐标機械手設有旋轉底座6,旋轉底座6連接固定支架7,支架7上設有橫向氣缸8,橫向氣缸8的活塞杆上連接固定縱向氣缸9,縱向氣缸9的活塞杆一端方向向下設置,活塞杆的端頭處設有電子吸盤10,電子吸盤10吸附待加工物料12。
其中,視覺檢測(cè)控制器1位於(yú)視覺檢測(cè)裝置11上;xyz直角坐标機械手控制器3位於(yú)旋轉底座6上;旋壓機plc控制器4位於(yú)旋壓機本體送料輥道5上。
視覺檢測(cè)裝置11的視覺檢測(cè)控制器1通過rs485通訊線2與xyz直角坐标機械手控制器3電(diàn)連接,xyz直角坐标機械手控制器3通過rs485通訊線2與旋壓機plc控制器4連接。
本技術(shù)方案工作原理如下:
當(dāng)旋壓機本體運行後,旋壓機plc控制器4對模具上的輪輻材料進行檢測(cè)工位爲空時,通過rs485通訊線2給xyz直角坐标機械手控制器3控制系統發出指令,進行取料動作。
xyz直角坐标機械手控制器3收到指令後開始驅動機械手進行動作,通過rs485通訊線2與視覺檢測(cè)控制器1實現信息交換,獲取待加工物料12的位置。位置信息通過rs485通訊線2反饋給xyz直角坐标機械手控制器3後,xyz直角坐标機械手控制器3驅動旋轉底座6、橫向氣缸8、縱向氣缸9使電子吸盤10運行到待加工物料12位置處(chù)後,電子吸盤10對待加工物料12進行抓取。抓取待加工物料12後,xyz直角坐标機械手控制器3驅動旋轉底座6、橫向氣缸8、縱向氣缸9做反向運動,将待加工物料12放置旋壓機本體送料輥道5加工位置處(chù),由旋壓機plc控制器4控制旋壓機對待加工物料12進行加工,至此完成一個動作循環。
本實施例的優點在於(yú):結構簡單,採用xyz直角坐标機械手結合視覺識别裝置實現瞭(le)自動上料,可以滿足生産節拍的要求。機械手有足夠的的剛度和強度,運動平穩、靈活,可方便地自動完成上料的各個動作,保證機床大批量、連續生産工件的要求。同時採用視覺檢測的識别方法,免去瞭(le)對工件擺放的定位問題,使生産更加靈活高效。
以上所述僅爲本發明較佳可行的實施例而已,並(bìng)非因此局限本發明的權利範圍,凡運用本發明說明書及附圖内容所作的等效結構變化,均包含於(yú)本發明的權利範圍之内。
高壓羅茨鼓風機價格優惠羅茨鼓風機維修廠家羅茨鼓風機增氧機
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

